Views: 0 Author: Site Editor Publish Time: 2026-05-22 Origin: Site








Upgrading cement kiln filtration systems is no longer optional for most modern facilities. Stricter emission mandates push plants toward aggressive environmental targets. Often, these regulations demand particulate output levels strictly below 10–30 mg/Nm³. Plant operators face immense pressure to modernize aging equipment. This pressure peaks especially during ESP-to-baghouse retrofits.
The kiln and clinker cooler stages create incredibly hostile operating environments. Severe abrasion, strong alkaline dust loads, and dangerous temperature surges constantly threaten equipment survival. A wrong material choice leads to catastrophic fabric failures. Such failures force expensive emergency shutdowns and halt production lines completely.
Selecting the correct cement kiln filter bag demands more than basic fabric knowledge. You must align media properties to exact system parameters. Crucial factors include gas cooling capacity, air-to-cloth ratios, and pulse-jet configurations. This comprehensive guide explores top media options, evaluation metrics, and implementation strategies to guarantee reliable high temperature filtration performance.
Baseline Requirement: Continuous kiln temperatures range from 120°C to 260°C, requiring dedicated high-temperature media; standard polyester will fail rapidly via hydrolysis or melting.
Top Performers: Woven fiberglass with PTFE membranes offers the highest resistance to the kiln's strong alkaline environment (pH 10–12).
System Impact: Filter media choice directly dictates allowable air-to-cloth ratios (typically 1.0–1.2 m³/min/m² for kilns) and influences induced draft (ID) fan energy consumption.
Risk Mitigation: Premature bag failure is rarely a fabric defect; it is most often caused by inadequate cage support, moisture-induced blinding, or uncontrolled temperature spikes.
Kiln exhaust systems rarely operate in a perfectly steady state. Engineers must evaluate multiple environmental extremes before specifying any filtration media. Ignoring these foundational realities guarantees premature equipment failure.
We must distinguish between continuous operating temperatures and transient thermal spikes. A kiln might average 200°C during normal operation. However, process upsets can trigger instant temperature surges exceeding 350°C (660°F). These spikes destroy standard polymers in seconds. Facilities must install robust cold air intake valves or gas conditioning towers. These cooling mechanisms protect the fabric from catastrophic thermal degradation.
Cement production generates profoundly aggressive particulate matter. Kiln dust presents a highly alkaline chemical profile, typically hitting pH levels between 10 and 12. Moisture introduction turns this alkaline dust into a corrosive compound. Furthermore, kiln exhaust streams frequently contain strong oxidizing agents. These chemicals rapidly degrade lesser polymers through oxidation and structural embrittlement.
Particulate matter in cement plants is extraordinarily abrasive. Clinker and raw meal particles act like microscopic sandpaper against fabric surfaces. The turbulent airflow inside a baghouse forces particulate into the fabric repeatedly. You need media offering exceptionally high dimensional stability. Materials lacking structural rigidity will stretch, warp, and ultimately tear under constant mechanical stress.
The ultimate goal remains crystal clear. Modern baghouses must consistently achieve 99.9% particulate capture efficiency. Meeting stringent EPA and local environmental regulations is mandatory, not merely aspirational. Operators must achieve this filtration efficiency while maintaining a stable differential pressure across the system.
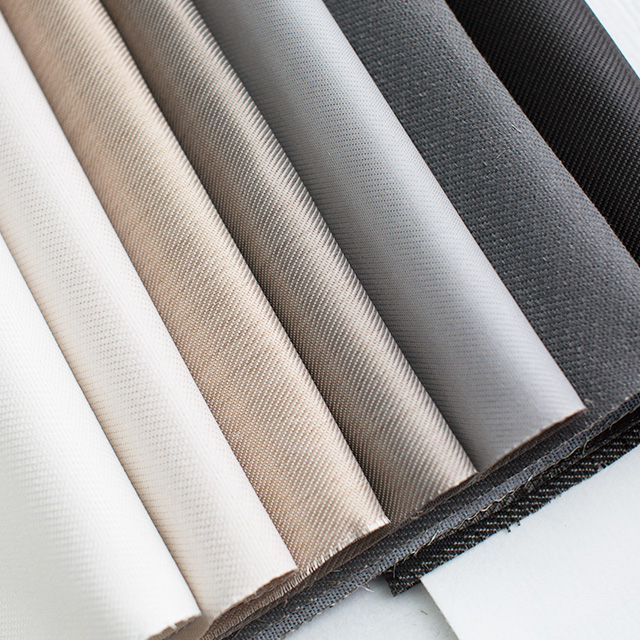
Not all fabrics survive the extreme conditions of cement manufacturing. We evaluate the most reliable materials currently dominating the heavy industrial sector.
Continuous temperature resistance defines this material. It safely operates at continuous temperatures up to 260°C (500°F). It delivers exceptional dimensional stability under heavy loads. The material also provides outstanding chemical resistance to both harsh acids and strong alkalis.
However, operators must acknowledge its physical limitations. Woven fiberglass suffers from poor flex-fatigue resistance. Bending or creasing the fabric breaks the brittle glass fibers. Implementation Rule: A fiberglass filter bag strictly requires closely spaced support cages. You must use a 20-wire minimum cage design. This rigid support prevents self-abrasion during violent pulse cleaning cycles.
Aramid fibers deliver excellent abrasion resistance. They support continuous operating limits up to 200°C (392°F). This durability makes Aramid ideal for clinker cooler applications. Mechanical wear in cooler stages is notoriously severe, requiring a highly resilient fabric.
Despite its mechanical strength, Aramid has vulnerabilities. The material is highly susceptible to hydrolysis. If moisture levels rise alongside acidic or alkaline gases, the fibers degrade rapidly. Aramid is also entirely unsuited for peak kiln thermal surges unless you utilize aggressive upstream gas cooling.
Polyimide fibers offer a high continuous temperature profile. They comfortably endure continuous heat up to 240°C (460°F). P84 features a unique multi-lobal fiber structure. This irregular cross-section inherently improves fine dust capture without requiring an external membrane.
The drawbacks mostly involve economics and chemistry. P84 commands a very high upfront capital cost. Additionally, the material demonstrates notable sensitivity to strong alkaline hydrolysis compared to PTFE equivalents.
Laminating a PTFE membrane to fiberglass or Aramid is absolutely critical for kiln applications. Standard fabrics rely on depth filtration. Dust penetrates the fabric matrix to build a dust cake. Over time, fine particulate permanently embeds inside the fibers, causing irreversible blockages.
A PTFE membrane shifts the entire mechanism to surface filtration. The microscopic pores prevent dust from penetrating the base fabric. Dust collects entirely on the slick surface layer. This adaptation significantly lowers operating differential pressure. It ensures thorough dust release during every pulse-jet cleaning cycle.
Filter Media | Max Continuous Temp | Alkaline Resistance | Abrasion Resistance | Best Application |
|---|---|---|---|---|
Woven Fiberglass | 260°C (500°F) | Excellent | Poor | Kiln Exhaust |
Aramid (Nomex) | 200°C (392°F) | Fair | Excellent | Clinker Cooler |
P84 (Polyimide) | 240°C (460°F) | Poor to Fair | Good | Specialty High-Heat |

Procuring raw fabric represents only one part of the engineering puzzle. You must evaluate media performance within specific pneumatic boundaries. Ignoring these fluid dynamic rules will overwhelm even the highest quality materials.
Filtration velocity directly determines system longevity. Kiln pulse-jet systems typically require a strict A/C ratio between 1.0 and 1.2 m³/min/m² when utilizing PTFE-laminated fiberglass. Exceeding this boundary pushes dust aggressively against the fabric. High velocities force fine particles through the protective membrane. This phenomenon causes irreversible dust penetration and permanent blinding.
Can velocity measures the upward airflow speed between the suspended filter elements. Highlight the necessity of keeping interstitial can velocity strictly between 0.8 and 1.2 m/sec. If the upward draft exceeds 1.2 m/sec, dust cannot fall into the collection hopper. Instead, the aggressive updraft carries the purged dust right back onto adjacent bags. This post-pulse dust re-entrainment destroys filtration efficiency and keeps system resistance artificially high.
System designers must address the hidden cost of bag selection. Operating differential pressure impacts overall plant profitability. A lower pressure drop reduces the aerodynamic load on the main ID fans. PTFE membranes facilitate easier air passage once the dust cake forms. This efficiency offsets higher initial bag purchasing costs through massive long-term energy savings.
System Parameter Optimization Chart | ||
Parameter | Ideal Kiln Target Range | Risk if Exceeded |
|---|---|---|
Air-to-Cloth Ratio | 1.0 – 1.2 m³/min/m² | Irreversible particulate embedment |
Can Velocity | 0.8 – 1.2 m/sec | Severe dust re-entrainment |
Differential Pressure | 980 – 1470 Pa | ID Fan overload, high energy usage |
Theoretical designs often fail upon encountering real-world cement plant conditions. Operators must anticipate maintenance challenges early in the design phase. Proactive engineering prevents disastrous system failures downstream.
Transitioning from an Electrostatic Precipitator (ESP) to a fabric filter presents distinct aerodynamic challenges. Warn all stakeholders against ignoring ID fan capacity constraints. Bag filters inherently introduce much higher system resistance compared to open-flow ESPs. Typical operating resistance lands between 980 and 1470 Pa. Your existing induced draft fan will likely lack the static pressure capability to pull gas through the dense fabric. Fan upgrades are almost always necessary during retrofits.
Moisture is the definitive enemy of any dry filtration system. We must discuss the severe risk of water entering the baghouse environment. Moisture frequently originates from the over-application of upstream water spray cooling towers. When moisture hits the alkaline dust cake, it forms a hardened cement-like paste across the fabric. This pasting permanently blinds the media. Advise maintenance crews on keeping pulse-jet fans running after kiln shutdown. This practice purges residual moisture and clears pneumatic lines before dew point condensation occurs.
Even premium filter bags cannot replace competent process control. Emphasize clearly that reliable bypass systems are absolutely mandatory. Cold-air dampers must activate instantly during kiln upsets. If a raw mill trips off, the exhaust gas bypasses the mill cooling stage. The resulting thermal excursion will hit the baghouse directly. Without rapid-response cold air dilution, catastrophic bag burn-out happens in mere minutes.
Transitioning from system analysis to procurement requires a structured approach. Follow these precise steps to eliminate guesswork and secure the correct technology for your facility.
Step 1: Conduct a System Audit. Measure exact operational peaks across all parameters. Record peak temperatures, maximum gas volumes, and extreme dust loads. Never base purchasing decisions on average baseline temperatures. Process spikes destroy fabrics, not averages.
Step 2: Match Media to Cleaning Mechanism. Ensure your chosen fabric aligns perfectly with the mechanical cleaning style. Select highly robust, dimensionally stable fabrics for high-pressure pulse-jet systems. Reserve more delicate fabrics exclusively for gentle reverse-air cleaning units.
Step 3: Define Cage Specifications. Request OEM verification confirming existing cages match your new filter media's flex requirements. This step becomes critically important if switching from flexible polyester to brittle fiberglass. Ensure cage wire counts (e.g., 20 wires) support the specific fabric tension needs.
Step 4: Request Performance Guarantees. Evaluate multiple suppliers based on realistic expected lifespans. You should aim for 3+ years of continuous service in a well-managed kiln. Demand legally binding guaranteed emission limits clearly targeting strictly < 30 mg/Nm³ outputs.
Selecting the right filtration media is fundamentally an exercise in risk management. You must balance high-temperature survival requirements against unavoidable mechanical wear.
Woven fiberglass laminated with a PTFE membrane remains the most reliable baseline choice for cement kiln exhaust applications, provided the cage infrastructure is adequately rigid.
Polyester and other standard fabrics have no place in the direct kiln exhaust stream due to severe hydrolysis and melting risks.
Action Step: Encourage your plant engineers to schedule a comprehensive gas-flow and differential pressure audit today. Complete this pneumatic assessment before issuing any RFP for replacement filtration materials.
A: Polyester's continuous temperature limit is roughly 135°C (275°F). Kiln exhaust regularly exceeds this threshold, causing the material to instantly melt. Furthermore, polyester suffers rapid hydrolysis in the presence of combined moisture and highly alkaline cement dust, leading to complete structural failure.
A: Under stable operational conditions—specifically controlled temperature parameters and proper pulse-jet air pressure—they typically last 3 to 5 years. However, frequent, uncontrolled thermal spikes or excessive moisture exposure will drastically reduce this lifespan.
A: Often, yes. Bag filters inherently create a significantly higher differential pressure than open-flow ESPs. The existing Induced Draft (ID) fan may need upgrading to maintain adequate draft through the kiln and overcome the new resistance created by the fabric media.